Global crude steel output was 1,691 million tons in 2017, up 5.3 % from 2016.1 Much of this is still produced in primary steel processes such as basic oxygen furnaces and electric arc furnaces. However, the demand for refined steel with greater durability and resistance to heat and corrosion has led to an increase in secondary steel production using vacuum degassing processes such as VOD and RH.
These techniques can achieve extremely low amounts of residual carbon while maintaining desirable levels of other alloy elements. If these procedures are to reach the required level of steel product quality, they must conduct quick, continuous gas analysis of furnace exhaust gas.
Without precise information on the composition of the gas exiting the furnace, any deviations in the decarburization process are only discovered after the event, resulting in the fabrication of out-of-specification steel.
Specialty Steel Production
Conventional steelmaking procedures are appropriate for producing standard-grade mild steel. However, to meet the growing demand for high-quality specialty steels in industries such as construction, automotive, and aerospace, a second processing stage known as secondary steelmaking is necessary.
There are several techniques available, including stirring with inert gases like argon, adding alloys, vacuum degassing, and powder injection.
Approximately 75 % of modern steel types have been developed over the last 20 years. For example, modern automobiles are constructed with new steels that are stronger yet up to 35 % lighter than previous generations.2
Blowing oxygen into molten steel under vacuum circumstances saves time and money compared to standard steelmaking methods. It also manufactures high-chrome steels with extremely low levels of residual carbon, hydrogen, and nitrogen, resulting in a diverse spectrum of stainless, heat-, and corrosion-resistant steels.
Stainless steel contains percentage levels of chromium. This metal is easily oxidized, meaning it is crucial to decarburize stainless steel to a low carbon level while preventing chromium loss. This is accomplished by lowering the partial pressure of carbon monoxide, which ensures that carbon is removed from the melt before chromium.
In practice, this is accomplished by dilution with argon in the Argon Oxygen Decarburization (AOD) furnace, or by decreasing the pressure above the molten metal in the Vacuum Oxygen Decarburization (VOD) or Ruhrstahl Heraeus (RH). Figure 1 shows a typical VOD stainless steel manufacturing furnace.
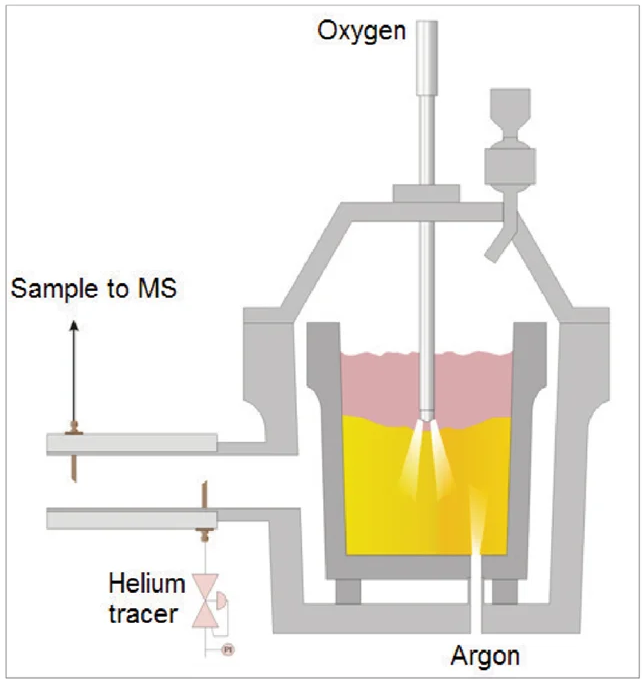
Figure 1. Vacuum Oxygen Decarburization Furnace. Image Credit: Thermo Fisher Scientific – Environmental and Process Monitoring Instruments
Dynamic Monitoring of Furnace Exhaust Gas
The various specialist processes outlined above differ in operating elements, but they must all deliver consistent product quality that meets strict criteria. It is also critical to reduce plant running expenses.
Analyzing the composition of the furnace exhaust gas offers crucial process information.
- CO and CO2: Decarburization rate, residual carbon content, and slag formation
- O2: Lance position, sloping prediction, and slag formation
- N2: Calculate residual carbon, phosphorus, and manganese concentration, and estimate slopping
- H2: Early detection of cooling losses and water content in flux additions
If this data is to be used as part of a dynamic process control model, it must be fast, accurate, and consistent.
Advantages of Mass Spectrometry
Traditional non-dispersive infrared (NDIR) analyzers are used in many traditional steelmaking processes to monitor CO and CO2. However, they can only sample at atmospheric pressure.
The process pressure in vacuum steelmaking fluctuates drastically throughout the course of the melt, often from atmospheric pressure to less than 1 mbar in 20–30 minutes. Thus, NDIR analyzers must sample some distance downstream from the process. Analytical data is updated several minutes after the gas leaves the melt, forcing the control system to rely on historical rather than real-time data.
Paramagnetic analyzers can detect O2, whereas thermal conductivity analyzers can measure H2. These analyzers also have slow response times, and needing to operate three distinct types of analyzers adds to the plant's maintenance burden.
The three analyzers cannot analyze inert gases, so N2 is calculated by difference, resulting in an incorrect sum of the errors from the three analytical procedures.
Mass spectrometry operates in high vacuum, making it excellent for monitoring vacuum operations. It can also monitor all seven components in Table 1 in seconds rather than minutes, ensuring that the plant control model is consistently updated with accurate compositional data.
Key Control Parameters
Figure 2 shows an example of VOD processing data. The quick changes in composition are clearly visible, demonstrating the advantages of speedy analysis given by the MS. The process pressure is also displayed, reducing from 380 mbar to 5 mbar over the course of the melt.
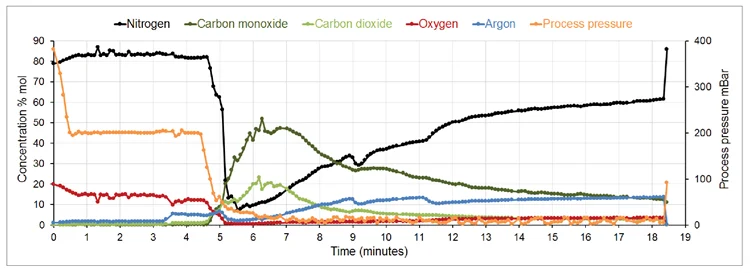
Figure 2. Trend display of typical VOD process data. Image Credit: Thermo Fisher Scientific – Environmental and Process Monitoring Instruments
Precision of Analysis
The Thermo Scientific™ Prima PRO Mass Spectrometer (MS) features a magnetic sector analyzer that provides superior precision and accuracy over conventional mass spectrometers.
Thermo Fisher Scientific manufactures both quadrupole and magnetic sector mass spectrometers. Over three decades of industrial experience have demonstrated that the magnetic sector-based analyzer provides the highest performance for industrial on-line gas analysis.
Magnetic sector analyzers have several advantages, including greater precision and accuracy, longer calibration intervals, and resistance to contamination. Analytical precision is often two to 10 times higher than a quadrupole analyzer, depending on the gases tested and the complexity of the mixture.
The Prima PRO magnet is distinguished by its laminated construction. Its analysis times are comparable to those of a quadrupole analyzer, providing a one-of-a-kind combination of speed and stability. This enables the quick and extremely stable examination of any number of user-defined gases.
A magnetic flux measuring device controls the scanning magnetic sector with 24-bit precision, allowing for exceptionally stable mass alignment. The ion source is encapsulated, ensuring great sensitivity, little background interference, and maximum contamination resistance.
This is a high-energy (1000 eV) analyzer with exceptionally robust performance in the presence of potentially contaminated gases and vapors. Table 1 shows the typical performance specifications for the Prima PRO MS.
Analytical performance is proven by evaluating the calibration bottle for one hour after calibration, with an analysis time of only six seconds. Standard deviations measured on the calibration cylinder will be equal to or better than the specified values.
Table 1. Typical Prima PRO MS performance for VOD and RH processes. Source: Thermo Fisher Scientific – Environmental and Process Monitoring Instruments
| Gas |
Typical concentration range % mol |
Calibration cylinder concentration % mol |
Standard deviation % mol |
| H2 |
0–15 |
2 |
≤ 0.002 |
| CO |
0–90 |
40 |
≤ 0.03 |
| N2 |
0–100 |
10 |
≤ 0.03 |
| O2 |
0–25 |
1 |
≤ 0.002 |
| Ar |
0–50 |
41 |
≤ 0.03 |
| CO2 |
0–70 |
5 |
≤ 0.01 |
| He |
0–10 |
1 |
≤ 0.002 |
Prima PRO Variable Pressure Inlet
In principle, a mass spectrometer is suitable for monitoring vacuum operations because the MS analyzer operates at high vacuum. However, it is critical that the pressure in the MS stays constant as the process pressure changes.
The Prima PRO MS's unique VP intake has two control valves that operate in opposition – as one valve opens, the other closes. This ensures a broad dynamic range and quick, precise control.
The intake limits the analyzer pressure at 0.1 mbar, allowing it to handle sample pressures as low as 0.3 mbar. Figure 3 shows a schematic of the VP intake.
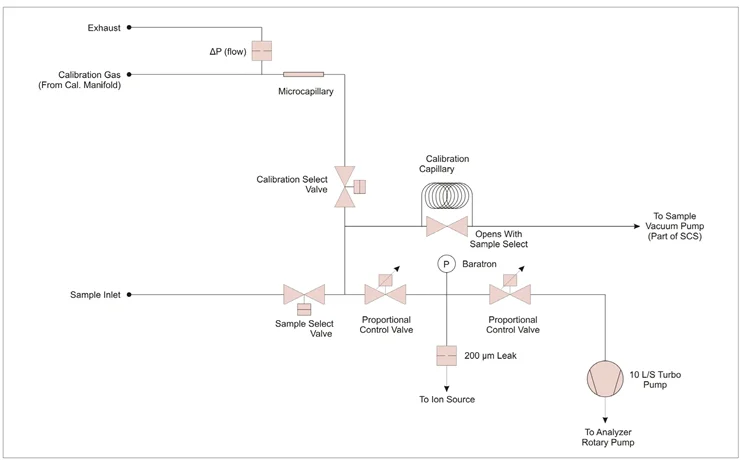
Figure 3. Schematic of Prima PRO VP variable pressure inlet. Image Credit: Thermo Fisher Scientific – Environmental and Process Monitoring Instruments
Gas Sampling System
Obtaining a reliable, representative gas sample from the vacuum process to the Prima PRO MS is critical if the MS is to deliver accurate, dependable data to the plant control system.
Thermo Fisher collaborated with Thyson Technology Ltd., an experienced system integrator, to create a sample system developed exclusively for VOD/RH gas sampling.
The sampling system is built on many years of application expertise and consists of three primary components: the control system, the sample conditioning system panel, and a pair of hot sampling probes.
The first two units are installed on a single floor-standing frame that connects directly to the Prima PRO MS, while the sample probes are fixed on the process duct. Due to the significant dust loading in the process, each of the two hot sampling probes has a built-in filter that the system automatically cleans.
It performs a brief pre-clean before each run to remove any dust that may have accumulated on the probes since their last usage. When the pre-clean is finished, it informs the Prima PRO system that a good sample is available, and the unit begins sampling VOD/RH process gas.
The MS then starts analyzing. At the end of each run, it performs a thorough cleaning operation, back-purging the sample system filter, sample lines, and probes with nitrogen in order. Figure 4 shows both the Prima PRO MS and the Thyson Technology sample conditioning system.

Figure 4. Prima PRO with VP variable pressure inlet and Thyson Technology sampling system. Image Credit: Thermo Fisher Scientific – Environmental and Process Monitoring Instruments
Using MS Data to Control the Process
The Prima PRO MS's unique combination of magnetic sector stability, precise inlet pressure management, and quantitative software contributes to the accuracy and reliability of its process data.
This data can be transferred to process control systems using a variety of industry-standard communication protocols to optimize the steelmaking process.
Analysis of Trace Helium to Improve Decarburization Control
As well as measuring the six standard gases, the Prima PRO MS can accurately analyze helium at the parts per million level.
This is introduced as a tracer gas at a defined flow rate, and when combined with the concentration values of carbon monoxide and carbon dioxide recorded by the Prima PRO MS, the decarburization rate may be calculated exceptionally accurately. This is regularly updated with high-speed data from the MS.
Table 2 demonstrates how the GasWorks software's Derived Value function may determine decarburization rate with a metered helium introduction, and Figure 5 depicts the stability of the Prima PRO MS measuring helium at 1 % concentration over one hour.
Table 2. Derived Value calculation for decarburization rate using metered helium introduction. Source: Thermo Fisher Scientific – Environmental and Process Monitoring Instruments
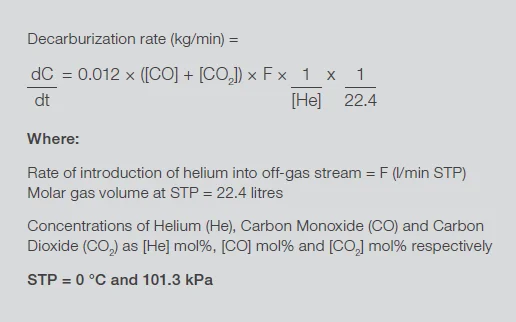
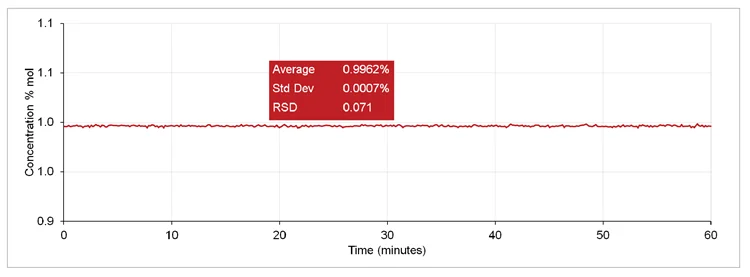
Figure 5. One hour stability plot for helium trace gas (1 % concentration). Image Credit: Thermo Fisher Scientific – Environmental and Process Monitoring Instruments
Improving Hit Ratio
The Prima PRO technology enables precise control over the carbon content of molten steel.
Figure 6 shows how Thermo Scientific™ process MS improved the hit ratio of carbon content in two types of steel compared to traditional gas analysis methods. The hit ratio of steel with 30 ppm carbon content rose from 90.4 % to 100 % without over-blowing.
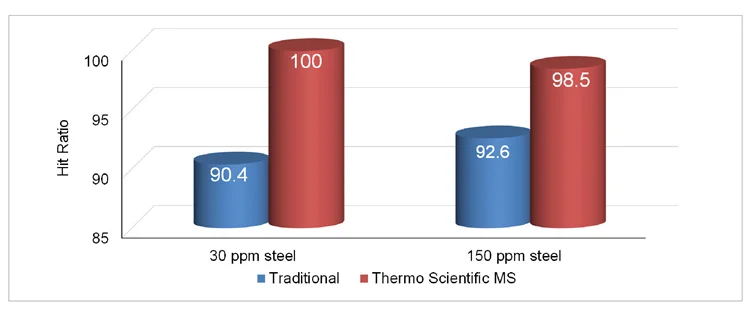
Figure 6. Improved hit ratio for low carbon steel with Thermo Scientific process MS. Image Credit: Thermo Fisher Scientific – Environmental and Process Monitoring Instruments
Summary
The Thermo Scientific™ Prima PRO Process Mass Spectrometer provides precise and stable online measurements for monitoring and controlling vacuum degassing processes. Its fault-tolerant design, combined with increased maintenance intervals and simpler maintenance procedures, helps to assure optimal availability.
Prima PRO Benefits
- Installing a Prima PRO system can pay for itself in less than 30 days, since a 1 % increase in throughput is worth about $20,000 per day for a furnace producing 10,000 tons of steel.
- Continuous high-speed monitoring improves kinetic model performance.
- On-line analysis of pressure ranges from 1000 mbar to 0.3 mbar
- Monitors all gases, including N2, O2, CO, CO2, H2, Ar, and He
- Improved steel production yields and quality
- Lower cost of ownership
References
- World Steel Association. World Steel In Figures 2017. Available at: https://worldsteel.org/wp-content/uploads/2017-World-Steel-in-Figures.pdf.
- World Steel Association Media Centre, "About Steel"

This information has been sourced, reviewed and adapted from materials provided by Thermo Fisher Scientific – Environmental and Process Monitoring Instruments.
For more information on this source, please visit Thermo Fisher Scientific – Environmental and Process Monitoring Instruments.